
Ut tellus dolor, dapibus eget, elementum ifend cursus eleifend, elit. Aenea ifen dn tor wisi Aliquam er at volutpat. Dui ac tui end cursus eleifendrpis.
Recent Articles


Ut tellus dolor, dapibus eget, elementum ifend cursus eleifend, elit. Aenea ifen dn tor wisi Aliquam er at volutpat. Dui ac tui end cursus eleifendrpis.
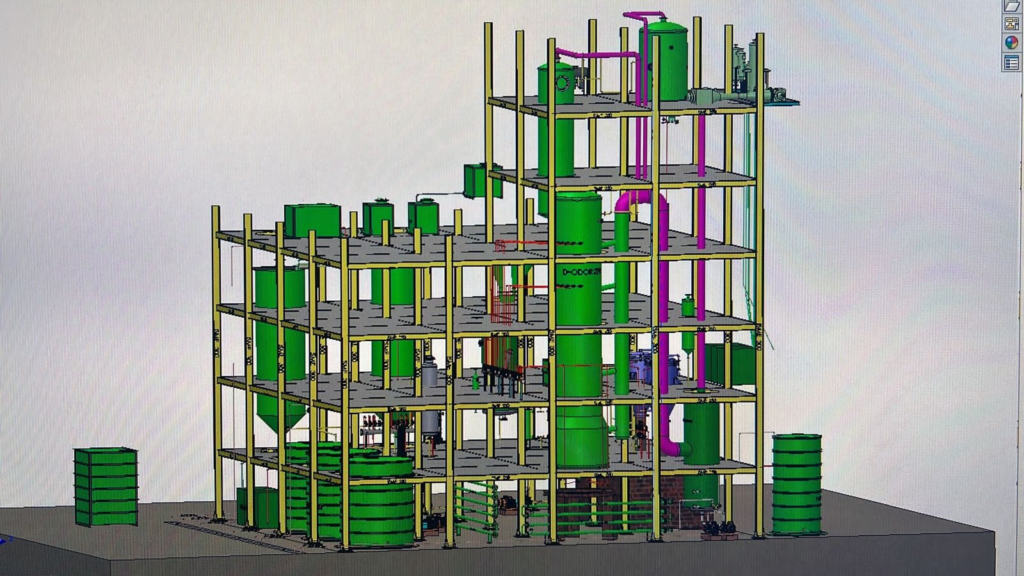
Sudarshan Engineering Works is the leading manufacturer of Edible Oil Refinery Plants globally, offering a complete turnkey solution for refining crude vegetable oil into good quality edible oils. With our state-of-the-art systems, we operate in 66+ countries, guaranteeing the maximum oil recovery, the uniformity of product quality, and low energy consumption.
We, at Sudarshan Engineering Works, specialize in the design and production of fully automated edible oil refinery plants based on various feedstocks like soybean, sunflower, palm, mustard, and cottonseed. Our systems combine accurate engineering, energy savings, and environmental capability, such that each drop of oil is of international food quality. All of our plants are designed to address the needs of our customers, whether it be small-scale batch units (530 TPD) or fully continuous refinery plants (up to 500+ TPD).
An Edible Oil Refinery Plant is a modern equipment which refines crude vegetable oils by removing their impurities, such as free fatty acids, phospholipids, waxes, pigments, and odors. We refine our systems through the use of advanced physical and chemical processes to produce crystal clear, neutral, and safe edible oils that meet the global food safety standards.
We refine soybean, sunflower, palm and palm kernel, rice bran, cottonseed, groundnut (peanut), mustard, canola (rapeseed), and corn oil, which are of high quality and clarity, taste, and shelf life. Our technology extends to sesame, coconut, safflower, olive, and fish oils, as well as tailor-designed multi-seed blends with added vitamins A and D, providing high nutritional value and stability of the products.
Our refining plants are designed to fit perfectly with the chemical and physical properties of every oil- we guarantee high-quality end-products regardless of the scale of production.
✅ Improved flavor and aroma
✅ Bright color and clarity
✅ Longer shelf life and oxidative stability
✅ Retained nutritional value
✅ Adherence to FSSAI, FDA, EU, and WHO standards
At Sudarshan Engineering Works, we design and produce edible oil refinery systems applicable to any level of production, ranging from small oil mills in a village and large industrial processing facilities. We have designed our plants to produce high-quality oils, energy-efficiently and cost-effectively.
We offer two types of high refinery: Batch Type and Continuous Type, and each of them can be optimized to either Chemical Refining or Physical Refining, depending on the nature of the oil and the purity needed.

The batch-type refineries are the most suitable option when the oil producers are concerned about several oil types, namely mustard, groundnut, sunflower, sesame, or cottonseed. Oil refining, under this method, is carried out in distinct, manageable batches, implying that each batch of crude oil is subjected to the entire refining process, Degumming, Neutralization, Bleaching, and Deodorization, separately. The Capacity Range is between 5 – 25 TPD. This gives the operators full control of temperature and chemical dosing and processing time, which is particularly critical when dealing with oils of different seeds, which might possess different properties and Free Fatty Acid (FFA) contents. These are most suitable to be used for small and medium oil mills, flexible or multi-seed operations.
Batch Type Refinery offers the following benefits:
All of these steps can be manually checked and adjusted, and are perfect when the volume of production changes or when different seeds are handled by the same equipment.
Continuous refineries are designed for massive capacity and nonstop operations. In contrast to the batch systems, oil flows through a non-stop chain of linked refining processes that are Degumming, Neutralization, Bleaching, and Deodorization. The capacity range is 30 TPD and above. Pumps, heat exchangers, and automated control valves tightly control all the stages that ensure the temperature, residence time, and chemical dosing are maintained throughout the process. They are mainly appropriate for large-scale, industrial, or export-oriented units. This leads to a standardized quality of oil as well as highly efficient production.
Benefits of Continuous Refinery:
Automation provides constant operation, less oil loss, and less operator intervention. These systems are designed to be used in long-term industrial operations and could be equipped with PLC-based control panels to monitor the real-time operation of the processes.
We provide both Chemical Refining and Physical Refining systems, depending on the kind of crude oil and free fatty acid (FFA) content.
Parameter | Physical Refining | Chemical Refining |
Ideal For | High FFA oils (Palm, Rice Bran, Coconut) | Low FFA oils (Soybean, Sunflower, Mustard) |
Chemical Use | No use of Caustic Soda | Uses Caustic Soda (NaOH) to neutralize FFA |
Oil Loss | 1-3% | 3-5% (because of soap formation) |
By-Products | FAD is used in soap, biofuel, and cosmetics | Soap Stock and Fatty Acids |
Process Nature | FFA removed by high-temperature deodorization | Caustic neutralization and then washing and bleaching. |

The Free fatty acids (FFA) and unwanted odor are removed by physical refining using a high-temperature steam distillation under vacuum. The process does not involve caustic soda and therefore it is less harmful to the environment, cheaper, and can be used for crude oil with high Free Fatty Acid (FFA) content like palm and rice bran. The Fatty Acid Distillate (FAD) that emerges could be sold as a secondary product to soap, cosmetics, or even biodiesel. The high-FFA oils such as palm, rice bran, and coconut are best treated with physical refining, where very little chemical treatment is required.
In contrast, chemical refining is a method that transforms the FFAs into soap stock by neutralizing them with caustic soda (NaOH). This is then centrifuged and afterwards washed, bleached, and deodorized. It allows very fine control of FFA removal and produces a light-colored, neutral-tasting oil with a long shelf life. It is suitable for low FFA oils like soybean, sunflower, and mustard, and provides a high level of clarity and taste.
Selecting an Appropriate Refining System
The choice of batch or continuous refining and chemical or physical depends on a variety of factors:
All these are examined by our engineers in order to build tailor-made refinery systems to ensure the highest quality of oil, the least wastage, and secure performance over a long period.

The process of refining is divided into a number of major steps that refine and stabilize the oil. The entire stages of refining, starting with crude oil, to the final package are as follows.
Pre-treatment
Pre-treatment is a process of refining crude oil by eliminating coarse impurities and water that are to be subjected to downstream refining. This entails rough filtration to eliminate particulates and regulated heating to dry up the moisture. Pre-filtration will minimize the load on degumming and bleaching units and give a clear final oil.
Degumming
Degumming acts on phospholipids (gums), which make the water turbid and decrease shelf life. This can be done by water degumming (with hydration phospholipids), acid degumming (with non-hydrated phospholipids), and enzymatic degumming with phospholipase. Proper degumming lowers the levels of phosphorus to acceptable levels and stabilizes the oil to be bleached. The equipment usually involves mixers, reactors, and centrifugal separators to isolate hydrated gums.
Neutralization (Chemical Refining)
In the case of chemical refining, caustic soda (NaOH) is added to neutralize the presence of free fatty acids (FFA) to form soap stock. In order to prevent excessive loss of oil, controlled dosing, temperature regulation (typically 80-85°C), and effective mixing are necessary. After the reaction, centrifugation is used to separate soap stock and neutral oil. Soap stock is a useful by-product that can be used in the manufacture of Soap or in the production of acid oil. The quality of the soap stock determines the economics of downstream processing.
Water Washing
The neutralization is followed by washing with hot, soft water to remove alkali and soaps. Several steps of washing can be applied, and each is preceded by centrifugation. The water-to-oil ratios and temperature (usually around 95 °C) will take care of keeping the soap content under the target ppm to avoid the formation of off-flavors and foaming during subsequent stages.
Vacuum Drying
Wet oil should be dried to prevent oxidation and to be ready to be bleached. Vacuum drying efficiently removes entrained moisture at low temperature to cause less thermal damage. The usual vacuum pressure and residence time are chosen so as to get moisture below 0.1 percent and retain the oil quality.
Bleaching
Bleaching is the process of removing pigments (chlorophyll, carotenoids), trace metals, and leftover gums with the help of activated bleaching earth (clays) or carbon. This is carried out at high temperature (95-105°C) and under vacuum to preserve oil. The modern systems involve automated dosing of bleaching earth, multi-stage contactors to enhance optimization of residence, and spent earth recovery systems. Improved oil color, off-note reduction, and preparation of oil to final polishing can be achieved with effective bleaching.
Filtration
After the bleach stage, filters (pressure leaf filters or filter presses) are used to remove spent earth and fine particles. The filtration process is an important procedure to obtain the required level of clarity and to safeguard the deodorizer packing and polishing filters in the downstream. Filter design should be such that it enables easy discharge and cleaning of cakes to reduce downtime.
Dewaxing / Winterization
Dewaxing or winterization is done to oils that crystallize at low temperatures (sunflower, rice bran, corn). This involves cooling under control to crystallize the waxes, stirring to promote uniform crystal growth, and filtering off or spinning off the wax crystals. The procedure guarantees the oil to be in a clear condition at refrigeration temperatures, besides producing food-grade wax as a possible by-product.
Deodorization (Final Step)
Deodorization involves the treatment of volatile odorous compounds and leftover FFAs with the help of high-temperature (usually, 240-260 °C) steam that strips away these volatile substances under high vacuum. Mass transfer is enhanced through structured packing or efficient stripping internals. Important parameters are retention time (45 -75 minutes) and the vacuum level. When controlled well, the deodorization process produces a light-colored, tasteless oil that has low amounts of FFA.
Fatty Acid Recovery
Volatile fractions and distillates are used and processed to extract valuable substances such as tocopherols, squalene, and fatty acids. These are commercial feedstocks to the soap, cosmetics, or biofuel industries and components of a zero-waste strategy.
Final Processing
The oil is then deodorized, followed by the addition of antioxidants and vitamin fortificants (where necessary) under controlled conditions, and finally, polishing filtration is done to bring the oil to package standards. The finished oil is then pumped to storage tanks or the packing line.
Energy Efficient Systems
Smart Automation
Quality & Compliance
Environment-Friendly Operation
Contract Sudarshan Engineering Works to develop a fully customized, energy-saving edible oil refinery plant.
Get in touch for:
WhatsApp us